胜龙机械全自动开箱封箱生产线 饮料食品包装的智能高效解决方案

随着饮料食品行业生产规模的不断扩大和消费者对产品包装质量与效率要求的日益提高,自动化、智能化的包装生产线已成为行业发展的必然趋势。胜龙机械凭借其在包装机械领域的深厚技术积累,推出的全自动开箱封箱生产线,以其卓越的性能、稳定的可靠性和高度的适应性,为众多饮料食品企业提供了从开箱、装箱到封箱的一站式高效解决方案。
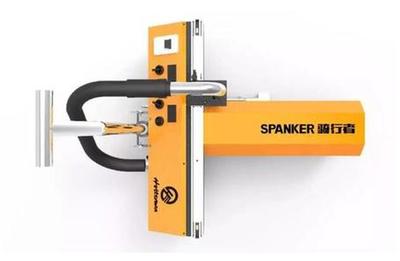
一、 核心机械:全自动开箱封箱生产线
胜龙机械的全自动开箱封箱生产线是一个高度集成的系统,通常由以下几个核心单元协同工作:
- 自动开箱机:作为生产线的起点,它负责将压扁的纸箱坯料自动拾取、展开、成型,并完成底部折页的初步折叠或涂胶,为后续的装箱工序做好准备。整个过程精准快速,确保纸箱以标准、完好的形态进入下一环节。
- 自动装箱机(或装箱区):这是生产线的核心环节之一。根据产品形态(如瓶装饮料、袋装食品、罐装产品等),胜龙机械提供多种装箱解决方案,如抓取式、跌落式、推入式等。该单元能精准地将流水线上排列整齐的产品,按预设数量和排列方式平稳、高效地装入已成型的纸箱中,有效避免了人工装箱可能造成的效率瓶颈和产品损伤。
- 自动封箱机:完成装箱后,纸箱被自动输送至封箱工位。封箱机自动完成纸箱上盖的折合,并采用热熔胶或胶带(根据配置)对箱底和箱顶进行牢固封合。胜龙机械的封箱机封合效果平整美观,密封性好,确保了运输和仓储过程中的产品安全。
- 智能控制系统与输送系统:整条生产线由先进的PLC(可编程逻辑控制器)和人机界面(HMI)集中控制,可实现参数化设置、运行状态监控、故障诊断与报警。平稳高效的输送线将各单机无缝连接,形成连贯的作业流,确保生产节拍稳定。
该生产线的优势在于其高效率(大幅超越人工速度)、高一致性(包装质量稳定统一)、节省人力(降低劳动强度与成本)以及灵活性(通过调整可适应多种箱型和产品规格)。
二、 关键原辅材料:保障包装品质的基石
一条高效稳定的包装生产线,不仅依赖于精良的机械,也离不开高品质的原辅材料配合。对于胜龙机械的全自动开箱封箱生产线,主要的原辅材料包括:
- 包装容器:
- 纸箱(瓦楞纸箱):这是生产线最主要的耗材。其材质(如A楞、B楞、AB楞等)、克重、尺寸精度和压痕线质量至关重要。尺寸精准、硬度适中、折痕清晰的优质纸箱,是确保自动开箱顺畅、成型方正和最终包装挺括美观的基础。
- 封合材料:
- 热熔胶:广泛用于自动封箱。其粘度、固化时间、耐温性等性能直接影响封箱的牢固度和效率。胜龙机械的生产线通常对胶水的性能有特定要求,需使用相匹配的专用热熔胶,以保证最佳的封合效果和设备稳定运行。
- 封箱胶带(BOPP、牛皮纸胶带等):若采用胶带封箱方式,胶带的宽度、厚度、粘合力及抗拉伸强度是关键指标。高质量的胶带能确保封口牢固,在高速运行中不易断裂。
- 其他辅助材料:
- 隔板、垫板:用于箱内产品分隔和缓冲,防止运输过程中的碰撞损坏,常见于高端或易碎饮料食品的包装。
- 润滑与保养材料:为保证机械长期稳定运行,需定期使用指定的润滑油、润滑脂对关键运动部件进行保养。
三、 应用价值与行业影响
胜龙机械全自动开箱封箱生产线在饮料食品行业的应用,极大地提升了企业的后端包装物流效率,降低了综合运营成本。它使得企业能够快速响应市场变化,灵活调整生产包装方案,同时标准化、规范化的包装也提升了品牌形象和产品附加值。
总而言之,胜龙机械的全自动开箱封箱生产线与相匹配的高品质原辅材料共同构成了现代饮料食品企业智能化包装的核心竞争力。它不仅是简单的机器替代人工,更是通过技术集成与流程优化,实现了包装环节的质效飞跃,为行业的规模化、标准化发展提供了坚实可靠的装备支撑。企业在投资此类生产线时,应综合考虑机械性能、原辅材料供应链的稳定性以及供应商的技术服务能力,以实现投资回报的最大化。
如若转载,请注明出处:http://www.lnmgjx.com/product/308.html
更新时间:2026-04-05 12:58:37